Ближайшее соответствие: DIN 6885.
ГОСТ 23360-78
Группа Г14
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
СОЕДИНЕНИЯ ШПОНОЧНЫЕ С ПРИЗМАТИЧЕСКИМИ ШПОНКАМИ
Размеры шпонок и сечений пазов. Допуски и посадки
СОДЕРЖАНИЕ
МКС 21.120.30
Дата введения 1980-01-01
Постановлением Государственного комитета СССР по стандартам от 17 ноября 1978 г. N 3034 дата введения установлена 01.01.80
Ограничение срока действия снято Постановлением Госстандарта СССР от 23.05.90 N 1268
ВЗАМЕН ГОСТ 8788-68, ГОСТ 8789-68 и ГОСТ 7227-58 в части призматических шпонок
ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в марте 1984 г., в ноябре 1986 г. (ИУС 7-84, 2-87)
1. Настоящий стандарт распространяется на шпоночные соединения с призматическими шпонками и устанавливает размеры и предельные отклонения размеров призматических шпонок и соответствующих им шпоночных пазов на валах и во втулках.
Стандарт полностью соответствует СТ СЭВ 189-79.
Стандарт соответствует рекомендации ИСО/Р 773-69.
2. Размеры шпонок и их предельные отклонения должны соответствовать указанным на черт.1 и в табл.1.
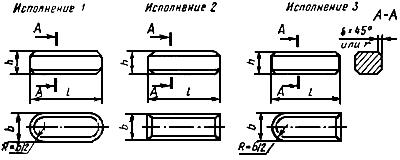
Черт.1
Таблица 1
| Ширина b (h9) | Высота h (h11; h9) | Размер фаски s или радиус r | Длина l ( h14) | ||
| не более | не менее | от | до | ||
| 2 | 2 | 0,25 | 0,16 | 6 | 20 |
| 3 | 3 | 6 | 36 | ||
| 4 | 4 | 8 | 45 | ||
| 5 | 5 | 0,40 | 0,25 | 10 | 56 |
| 6 | 6 | 14 | 70 | ||
| 7 | 7 | 16 | 63 | ||
| 8 | 7 | 18 | 90 | ||
| 10 | 8 | 0,60 | 0,40 | 22 | 110 |
| 12 | 8 | 28 | 140 | ||
| 14 | 9 | 36 | 160 | ||
| 16 | 10 | 45 | 180 | ||
| 18 | 11 | 50 | 200 | ||
| 20 | 12 | 0,80 | 0,60 | 56 | 220 |
| 22 | 14 | 63 | 250 | ||
| 24 | 14 | ||||
| 25 | 14 | 70 | 280 | ||
| 28 | 16 | 80 | 320 | ||
| 32 | 18 | 90 | 360 | ||
| 36 | 20 | 1,20 | 1,00 | 100 | 400 |
| 40 | 22 | 100 | 400 | ||
| 45 | 25 | 110 | 450 | ||
| 50 | 28 | 125 | 500 | ||
| 56 | 32 | 2,00 | 1,60 | 140 | 500 |
| 63 | 32 | 160 | 500 | ||
| 70 | 36 | 180 | 500 | ||
| 80 | 40 | 3,00 | 2,50 | 200 | 500 |
| 90 | 45 | 220 | 500 | ||
| 100 | 50 | 250 | 500 | ||
Примечания:
1. У шпонок с высотой от 2 до 6 мм предельные отклонения высоты cooтветствуют h9.
2. Допускается применять шпонки длиной, выходящей за указанные пределы диапазонов длин. При этом длины свыше 500 мм следует выбирать из ряда Ra20 по ГОСТ 6636-69.
3. Наименьшая фаска s и радиус r даны для ответственных шпоночных соединений.
4. Допускается по заказу потребителя изготовлять шпонки высотой от 2 до 6 мм с предельными отклонениями по h11.
5. Шпонки 7х7 мм и 24х14 мм допускается применять только для крепления режущего инструмента.
Пример условного обозначения шпонки исполнения 1, размерами b=18 мм, h=11 мм, l=100 мм:
Шпонка 18x11x100 ГОСТ 23360-78
То же, исполнения 2:
Шпонка 2-18x11x100 ГОСТ 23360-78
(Измененная редакция, Изм. N 1, 2).
3. Длины шпонок должны выбираться из ряда: 6; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; 110; 125; 140; 160; 180; 200; 220; 250; 280; 320; 360; 400; 450; 500 мм.
4. Материал — сталь чистотянутая для шпонок по ГОСТ 8787-68. Допускается применять другую сталь с временным сопротивлением разрыву не менее 590 МПа (60 кгс/мм![]() ).
).
5. Размеры сечений пазов и их предельные отклонения должны соответствовать указанным на черт.2 и в табл.2.
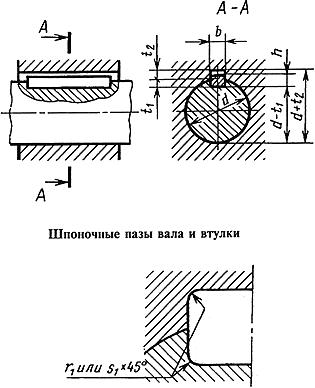
Черт.2
Примечание. На рабочем чертеже должен проставляться один размер для вала t1 (предпочтительный вариант) или d-t1 и для втулки d+t2.
Таблица 2
| Шпоночный паз | ||||||||||||
| Ширина b | Глубина | |||||||||||
| Диаметр вала d | Сечение шпонки b x h | Свободное соединение | Нормальное соединение | Плот- ное соеди- нение |
Вал t1 | Втулка t2 | Радиус закругления r1 или фаска s1 x 45° |
|||||
| Вал (Н9) | Втулка (D10) | Вал (N9) | Втулка (Js9) | Вал и втулка (Р9) | Но- мин. |
Пред. откл. | Но- мин. |
Пред. откл. | Не более | Не менее | ||
| От 6 до 8 | 2х2 | +0,025 0 |
+0,060 +0,020 |
-0,004 -0,029 |
+0,012 -0,012 |
-0,006 -0,031 |
1,2 | +0,1 0 |
1,0 | +0,1 0 |
0,16 | 0,08 |
| Св. 8 до 10 | 3х3 | 1,8 | 1,4 | |||||||||
| Св. 10 до 12 | 4х4 | +0,030 0 |
+0,078 +0,030 | 0 -0,030 |
+0,015 -0,015 |
-0,012 -0,042 |
2,5 | 1,8 | ||||
| » 12 » 17 | 5х5 | 3,0 | 2,3 | 0,25 | 0,16 | |||||||
| » 17 » 22 | 6х6 | 3,5 | 2,8 | |||||||||
| Св. 22 до 30 | 7х7; 8х7 | +0,036 0 |
+0,098 +0,040 |
0 -0,036 |
+0,018 -0,018 |
-0,015 -0,051 |
4,0 | +0,2 0 |
3,3 | +0,2 0 |
||
| » 30 » 38 | 10х8 | 5,0 | 3,3 | 0,4 | 0,25 | |||||||
| Св. 38 до 44 | 12х8 | +0,043 0 |
+0,120 +0,050 |
0 -0,043 |
+0,021 -0,021 |
-0,018 -0,061 |
5,0 | 3,3 | ||||
| » 44 » 50 | 14х9 | 5,5 | 3,8 | |||||||||
| » 50 » 58 | 16х10 | 6,0 | 4,3 | |||||||||
| » 58 » 65 | 18х11 | 7,0 | 4,4 | |||||||||
| Св. 65 до 75 | 20х12 | +0,052 0 |
+0,149 +0,065 |
0 -0,052 |
+0,026 -0,026 |
-0,022 -0,074 |
7,5 | 4,9 | 0,6 | 0,4 | ||
| » 75 » 85 | 22х14 | 9,0 | 5,4 | |||||||||
| » 85 » 95 | 24х14; 25х14 | 9,0 | 5,4 | |||||||||
| » 95 » 110 | 28х16 | 10,0 | 6,4 | |||||||||
| Св. 110 до 130 | 32х18 | +0,062 0 |
+0,180 +0,080 |
0 -0,062 |
+0,031 -0,031 |
-0,026 -0,088 |
11,0 | 7,4 | ||||
| » 130 » 150 | 36х20 | 12,0 | +0,3 0 |
8,4 | +0,3 0 |
1,0 | 0,7 | |||||
| » 150 » 170 | 40х22 | 13,0 | 9,4 | |||||||||
| » 170 » 200 | 45х25 | 15,0 | 10,4 | |||||||||
| » 200 » 230 | 50х28 | 17,0 | 11,4 | |||||||||
| Св. 230 до 260 | 56х32 | +0,074 0 |
+0,220 +0,100 |
0 -0,074 |
+0,037 -0,037 |
-0,032 -0,106 |
20,0 | 12,4 | 1,6 | 1,2 | ||
| » 260 » 290 | 63х32 | 20,0 | 12, 4 | |||||||||
| Св. 290 до 330 | 70х36 | +0,074 0 |
+0,220 +0,100 |
0 -0,074 |
+0,037 -0,037 |
-0,032 -0,106 |
22,0 | 14,4 | ||||
| » 330 » 380 | 80х40 | 25,0 | 15,4 | 2,5 | 2,0 | |||||||
| Св. 380 до 440 | 90х45 | +0,087 0 |
+0,260 +0,120 |
0 -0,087 |
+0,043 -0,043 |
-0,037 -0,124 |
28,0 | 17,4 | ||||
| » 440 » 500 | 100х50 | 31,0 | 19,5 | |||||||||
Примечания:
1. Допускаются для ширины паза вала и втулки любые сочетания полей допусков, указанных в табл.2.
2. Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала Н11, если это не влияет на работоспособность соединения.
3. В ответственных шпоночных соединениях сопряжения дна паза с боковыми сторонами выполняются по радиусу, величина и предельные отклонения которого должны указываться на рабочем чертеже.
4. Допускается в обоснованных случаях (пустотелые и ступенчатые валы, передачи пониженных крутящих моментов и т.п.) применять меньшие размеры сечений стандартных шпонок на валах больших диаметров, за исключением выходных концов валов.
(Измененная редакция, Изм. N 2).
6. При контроле размеров (d-t1) и (d+t2) предельные отклонения должны соответствовать указанным в табл.3.
Таблица 3
| Высота шпонок | Предельное отклонение размеров | |
| d-t1 | d+t2 | |
| От 2 до 6 | 0 -0,1 |
+0,1 0 |
| Св. 6 до 18 | 0 -0,2 |
+0,2 0 |
| Св. 18 до 50 | 0 -0,3 |
+0,3 0 |
7. Предельные отклонения размера длины паза вала должны соответствовать полю допуска Н15.
6, 7. (Измененная редакция, Изм. N 1).
8. Теоретическая масса шпонок указана в приложении 1.
9. Контроль размеров шпоночных пазов и их расположения относительно соответствующих цилиндрических поверхностей — по ГОСТ 24109-80-ГОСТ 24118-80, ГОСТ 24120-80 и ГОСТ 24121-80.
10. Для изделий, спроектированных до 1 января 1980 г., допускаются предельные отклонения на размеры шпоночных соединений, приведенные в приложении 3.
11. Параметры шероховатости поверхности элементов шпоночных соединений приведены в приложении 2.
(Введен дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Справочное
Теоретическая масса шпонок
| b | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| h | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| l | Теоретическая масса 1000 шпонок исполнения 2 в кг | ||||||
| 6 | 0,188 | 0,423 | |||||
| 8 | 0,251 | 0,565 | 1,01 | ||||
| 10 | 0,314 | 0,707 | 1,26 | 1,95 | |||
| 12 | 0,377 | 0,848 | 1,51 | 2,35 | |||
| 14 | 0,440 | 0,989 | 1,76 | 2,75 | 3,94 | ||
| 16 | 0,502 | 1,13 | 2,01 | 3,14 | 4,52 | 6,15 | |
| 18 | 0,565 | 1,27 | 2,26 | 3,53 | 5,09 | 6,92 | 7,93 |
| 20 | 0,628 | 1,41 | 2,51 | 3,92 | 5,65 | 7,69 | 8,80 |
| 22 | 1,55 | 2,76 | 4,32 | 6,22 | 8,46 | 9,67 | |
| 25 | 1,77 | 3,14 | 4,91 | 7,07 | 9,62 | 11,0 | |
| 28 | 1,98 | 3,52 | 5,50 | 7,91 | 10,77 | 12,3 | |
| 32 | 2,25 | 4,02 | 6,28 | 9,01 | 12,31 | 14,1 | |
| 36 | 2,53 | 4,52 | 7,06 | 10,2 | 13,85 | 15,8 | |
| 40 | 4,99 | 7,85 | 11,3 | 15,38 | 17,6 | ||
| 45 | 5,62 | 8,83 | 12,7 | 17,31 | 19,8 | ||
| 50 | 9,75 | 14,1 | 19,23 | 22,0 | |||
| 56 | 10,9 | 15,8 | 21,34 | 24,6 | |||
| 63 | 17,7 | 24,23 | 27,7 | ||||
| 70 | 19,6 | 26,82 | 30,8 | ||||
| 80 | 30,77 | 34,9 | |||||
| 90 | 39,3 | ||||||
| 100 | |||||||
| 110 | |||||||
| 125 | |||||||
| 140 | |||||||
| 160 | |||||||
| 180 | |||||||
| 200 | |||||||
| 220 | |||||||
| 250 | |||||||
| 280 | |||||||
| 320 | |||||||
| 360 | |||||||
| 400 | |||||||
| 450 | |||||||
| 500 | |||||||
| Для исполнения 1 масса уменьшается на | 0,013 | 0,045 | 0,108 | 0,241 | 0,364 | 0,58 | 0,76 |
| Для исполнения 3 масса уменьшается на | 0,006 | 0,022 | 0,054 | 0,120 | 0,182 | 0,29 | 0,38 |
Продолжение
| b | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 |
| h | 8 | 8 | 9 | 10 | 11 | 12 | 14 | 14 |
| l | Теоретическая масса 1000 шпонок исполнения 2 в кг | |||||||
| 6 | ||||||||
| 8 | ||||||||
| 10 | ||||||||
| 12 | ||||||||
| 14 | ||||||||
| 16 | ||||||||
| 18 | ||||||||
| 20 | ||||||||
| 22 | 13,8 | |||||||
| 25 | 15,7 | |||||||
| 28 | 17,6 | 21,1 | ||||||
| 32 | 20,1 | 24,1 | ||||||
| 36 | 22,6 | 27,1 | 35,6 | |||||
| 40 | 25,1 | 30,1 | 39,6 | |||||
| 45 | 28,3 | 33,9 | 44,5 | 56,5 | ||||
| 50 | 31,4 | 37,7 | 49,5 | 62,8 | 77,7 | |||
| 56 | 35,2 | 42,2 | 55,4 | 70,2 | 86,8 | 104,9 | ||
| 63 | 39,4 | 47,4 | 62,5 | 78,9 | 97,9 | 119 | 151 | 166 |
| 70 | 44,0 | 52,8 | 69,2 | 88,0 | 109 | 132 | 168 | 184 |
| 80 | 50,2 | 60,3 | 79,1 | 100 | 124 | 151 | 192 | 211 |
| 90 | 56,5 | 67,8 | 89,0 | 113 | 140 | 170 | 216 | 237 |
| 100 | 62,4 | 75,4 | 98,9 | 126 | 155 | 188 | 240 | 263 |
| 110 | 68,6 | 82,9 | 109 | 138 | 171 | 207 | 264 | 290 |
| 125 | 93,6 | 123 | 157 | 194 | 235 | 300 | 329 | |
| 140 | 104,8 | 138 | 176 | 218 | 264 | 336 | 369 | |
| 160 | 157 | 201 | 249 | 301 | 384 | 422 | ||
| 180 | 226 | 280 | 339 | 432 | 475 | |||
| 200 | 311 | 377 | 480 | 527 | ||||
| 220 | 414 | 528 | 580 | |||||
| 250 | 600 | 659 | ||||||
| 280 | ||||||||
| 320 | ||||||||
| 360 | ||||||||
| 400 | ||||||||
| 450 | ||||||||
| 500 | ||||||||
| Для исполнения 1 масса уменьшается на | 1,35 | 1,94 | 2,97 | 4,31 | 6,00 | 8,09 | 11,2 | 13,6 |
| Для исполнения 3 масса уменьшается на | 0,67 | 0,97 | 1,48 | 2,15 | 3,00 | 4,04 | 5,6 | 6,8 |
Продолжение
| b | 25 | 28 | 32 | 36 | 40 | 45 |
| h | 14 | 16 | 18 | 20 | 22 | 25 |
| l | Теоретическая масса 1000 шпонок исполнения 2 в кг | |||||
| 6 | ||||||
| 8 | ||||||
| 10 | ||||||
| 12 | ||||||
| 14 | ||||||
| 16 | ||||||
| 18 | ||||||
| 20 | ||||||
| 22 | ||||||
| 25 | ||||||
| 28 | ||||||
| 32 | ||||||
| 36 | ||||||
| 40 | ||||||
| 45 | ||||||
| 50 | ||||||
| 56 | ||||||
| 63 | ||||||
| 70 | 191 | 246 | ||||
| 80 | 281 | 361 | ||||
| 90 | 246 | 317 | 407 | 508 | ||
| 100 | 273 | 352 | 452 | 565 | 691 | |
| 110 | 300 | 392 | 502 | 622 | 760 | 968 |
| 125 | 341 | 441 | 567 | 705 | 864 | 1100 |
| 140 | 382 | 492 | 632 | 795 | 967 | 1240 |
| 160 | 437 | 562 | 722 | 905 | 1105 | 1410 |
| 180 | 491 | 632 | 812 | 1015 | 1240 | 1590 |
| 200 | 546 | 703 | 904 | 1130 | 1380 | 1770 |
| 220 | 600 | 773 | 994 | 1240 | 1520 | 1940 |
| 250 | 682 | 883 | 1130 | 1410 | 1730 | 2210 |
| 280 | 764 | 983 | 1134 | 1580 | 1930 | 2470 |
| 320 | 1125 | 1447 | 1806 | 2171 | 2781 | |
| 360 | 1627 | 2036 | 2452 | 3135 | ||
| 400 | 2261 | 2760 | 3530 | |||
| 450 | 3971 | |||||
| 500 | ||||||
| Для исполнения 1 масса уменьшается на | 15,1 | 21,1 | 31,1 | 43,7 | 59,3 | 85,3 |
| Для исполнения 3 масса уменьшается на | 7,5 | 10,5 | 15,5 | 21,8 | 29,6 | 42,6 |
Продолжение
| b | 50 | 56 | 63 | 70 | 80 | 90 | 100 |
| h | 28 | 32 | 32 | 36 | 40 | 45 | 50 |
| l | Теоретическая масса 1000 шпонок исполнения 2 в кг | ||||||
| 6 | |||||||
| 8 | |||||||
| 10 | |||||||
| 12 | |||||||
| 14 | |||||||
| 16 | |||||||
| 18 | |||||||
| 20 | |||||||
| 22 | |||||||
| 25 | |||||||
| 28 | |||||||
| 32 | |||||||
| 36 | |||||||
| 40 | |||||||
| 45 | |||||||
| 50 | |||||||
| 56 | |||||||
| 63 | |||||||
| 70 | |||||||
| 80 | |||||||
| 90 | |||||||
| 100 | |||||||
| 110 | |||||||
| 125 | 1375 | ||||||
| 140 | 1540 | 1957 | |||||
| 160 | 1760 | 2236 | 2516 | ||||
| 180 | 1980 | 2516 | 2830 | 3560 | |||
| 200 | 2200 | 2795 | 3145 | 3950 | 5020 | ||
| 220 | 2420 | 3075 | 3459 | 4352 | 5520 | 6990 | |
| 250 | 2750 | 3494 | 3932 | 4950 | 6280 | 7948 | 9810 |
| 280 | 3080 | 3914 | 4403 | 5539 | 7030 | 8900 | 10950 |
| 320 | 3459 | 4473 | 5032 | 6229 | 7909 | 10011 | 12359 |
| 360 | 3901 | 5032 | 5661 | 7023 | 8918 | 11286 | 13934 |
| 400 | 4400 | 5591 | 6290 | 7910 | 10040 | 12720 | 15700 |
| 450 | 4950 | 6290 | 7066 | 8902 | 11300 | 14300 | 17660 |
| 500 | 5500 | 6989 | 7862 | 9890 | 12560 | 15890 | 19625 |
| Для исполнения 1 масса уменьшается на | 118 | 164 | 208 | 297 | 430 | 614 | 842 |
| Для исполнения 3 масса уменьшается на | 59 | 82 | 104 | 148,5 | 215 | 307 | 421 |
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 2
Рекомендуемое
| Допуск размера по квалитетам | Номинальный размер | |||
| До 18 | Св. 18 до 50 | Св. 50 до 120 | Св. 120 до 500 | |
| Ra, мкм, не более | ||||
| IT9 | 3,2 | 3,2 | 6,3 | 6,3 |
| IT10 | 3,2 | 6,3 | 6,3 | 6,3 |
| IT11 | 6,3 | 6,3 | 12,5 | 12,5 |
| IT12, 13 | 12,5 | 12,5 | 25 | 25 |
| IT14, 15 | 12,5 | 25 | 50 | 50 |
Примечания:
1. Параметры шероховатости поверхностей с неуказанными предельными отклонениями — Ra20 мкм.
2. Параметр шероховатости дна шпоночного паза рекомендуется принимать равными Ra6,3 мкм.
ПРИЛОЖЕНИЕ 3
Справочное
Допуски на размеры шпонок и пазов должны соответствовать: для высоты шпонки h — B4 (ОСТ 1024); для глубины паза вала t1 и втулки t2 — A5 (OCT 1015); для длины призматической шпонки t — B7 (ОСТ 1010 и ГОСТ 2689-54); для длины паза вала под призматическую шпонку A8 (ОСТ 1010).
Предельные отклонения на размеры шпонок, пазов на валах и во втулках (ступица) по ширине b должны соответствовать указанным в табл.1 и 2.
Таблица 1
| Вид соединения | Предельное отклонение размеров | Назначение посадок | ||
| шпонки | паза вала | паза втулки | ||
| Неподвижное напряжение на валу, скользящее во втулке | B3 | ПШ | A3 | Для индивидуального и серийного производства (общее машиностроение) |
| Неподвижное напряжение по валу, ходовое во втулке | ПШ1 | Для массового производства (автостроение) | ||
| Неподвижное плотное по валу, ходовое во втулке | X3 | A3 | Для направляющих шпонок | |
Таблица 2
| Номинальная ширина шпонки и паза, мм | Предельное отклонение размера пазов вала и втулки, мк | ||||
| ПШ | ПШ1 | ||||
| верхнее | нижнее | верхнее | нижнее | ||
| От 1 до 3 | -10 | -50 | +55 | +10 | |
| Св. 3 » 6 | -10 | -55 | +65 | +15 | |
| » 6 » 10 | -15 | -65 | +75 | +20 | |
| » 10 » 18 | -20 | -75 | +85 | +25 | |
| » 18 » 30 | -25 | -90 | +100 | +30 | |
| » 30 » 50 | -32 | -105 | +120 | +35 | |
| » 50 » 80 | -40 | -125 | +140 | +40 | |
| » 80 » 120 | -50 | -150 | +160 | +45 | |
 БОЛТЫ DIN
БОЛТЫ DIN ВИНТЫ
ВИНТЫ ГАЙКИ
ГАЙКИ ЗАКЛЁПКИ
ЗАКЛЁПКИ РЕЗЬБОВЫЕ
РЕЗЬБОВЫЕ КОЛЬЦА
КОЛЬЦА ШАЙБЫ
ШАЙБЫ ШПИЛЬКИ
ШПИЛЬКИ ШПЛИНТЫ
ШПЛИНТЫ ШТИФТЫ
ШТИФТЫ ШУРУПЫ
ШУРУПЫ ДРУГОЕ
ДРУГОЕ